
变频可控电磁振动台在不定形耐火材料生产中的应用
- 发布人:管理员
- 发布时间:2014-04-08
- 浏览量:489
【字体: 大 中 小 】
作者:张文 张国星 李彩霞 吴晓 张金龙 王沛
不定形耐火材料预制块,主要用耐火浇注料和耐火可塑料等材料制作;预制块的形状特异,长条形、拱形和环形等,质量也从几十公斤到几吨不等。其成型方法有振动成型、振动加压成型和捣打成型。对成型设备的选择,大多数耐火材料预制块生产厂家多选择成本较低、操作方法易于掌握的插入式振动器和普通振动台。但是随着人们环保意识的提高,越来越多的企业认识到环境噪音,特别是工业噪音对人体身心健康危害的严重性,如果长期在高噪音环境下工作,日积月累,人体的内耳器官会发生器质性病变,听觉疲劳不能恢复,造成噪声性耳聋。大力推动“以人为本”的管理理念,着力改善工人操作环境并选择环保节能型设备是大势所趋。濮耐公司结合现有的生产设备,自行研制了变频可控电磁振动台,不论是从降低设备机械噪音方面还是提高生产效率及节能降耗方面都有明显效果。
1 浇注料成型工艺原理
在预制块的生产过程中,浇注料在入模时呈疏松状,里面含有大量的空洞和气泡,必须采用适当的方法在初凝之前对浇注料进行密实作业,才能使产品满足预制块使用及外观要求。通过振动使浇注料拌合料液化,很容易地充满容器、迫使气泡上浮,排除原拌合料中的空气和孔隙;物料颗粒在重力作用下下沉,同时又受振动的干扰而排列成一种比较紧密的结构。一般来说,高频对较细的颗粒效果较好,而低频对较粗的颗粒较为有效,故一般根据物料颗粒大小来选择振动频率。目前插入式振动器与振动台是使用最普遍的振动设备。
插入式振动器主要由振动棒、软轴和电动机3部分组成。振动棒是工作部分,长约500mm,直径35~50mm,内部装有偏心振子,电动开动后,由于偏心振子的作用使整个棒体产生高频微幅的振动。振动棒和浇注料接触时,便将振动传给浇注料,很快使浇注料密实成型。优点:因插入式振动器装拆简单、操作方便,所以适用范围广泛,可用于大体积浇注料、基础、柱、梁、墙、厚度较大的板及预制构件的振实工作。缺点:当结构配筋稠密或厚度较薄时,不宜采用。插入式振动器的振动棒及软轴外层橡皮管使用过程中损坏频率高,电机也容易烧坏,工作环境噪音大、对操作者的操作水平要求较高,对棒管的移动速度、棒管插入角度以及拨出棒管的速度要求也较高,否则可能出现振动不到位或空心产品,对长期从事振动的操作者手部造成极大的伤害。
振动台是一个支承在弹性支座上的工作平台,平台下面有振动机构,振动机构工作时就带动工作台一起振动。振动台主要由上部框架、下部框架、支承弹簧、电动机、齿轮同步器、振动子等组成。模板固定在平台上,跟着振动机构做上下方向的定向振动。振动台主要用于浇注料制品厂预制构件的振动,具有生产效率高、振动效果好等优点。
振动台比插入式振动器使用寿命有极大提高,下料快,减少了工人劳动强度。没有加压装置的振动台在生产过程中,模具随振动台的振动而振动,模具没有和振动台一体,所以,在生产过程中,噪声非常大;模具对振动台平面造成大幅度撞击、磕碰,严重损坏振动台面,大幅度减少了振动台的使用寿命;模具的振动频率小于振动台的振动频率,振动台对物料的振动作用减弱,为了达到良好的振动效果,需提高浇注料的流动值,导致加水量增大。
为了减少使用插入式振动器、振动台生产预制件过程中产生的噪音以及提高产品质量,预制块的成型;设备转向电磁振动台的使用研究。濮耐公司自行研制的变频电磁振动台(见表1和图1),运用变频调速能优化工艺过程,并能根据工艺过程迅速改变,还能通过远控PLC或其他控制器来实现速度变化。电磁铁通电后自动吸附模具,断电后磁性消失,加大对模具、振动台自身的保护,延长模具、设备的使用寿命。
2 试验
对尺寸为300mmx300mm x370mm的长方体模具分别以插入式振动器和变频电磁振动台成型,在其他工艺制度、工艺参数、原材料相同情况下分别进行抗折强度、耐压强度、体积密度、显气孔率的对比试验。
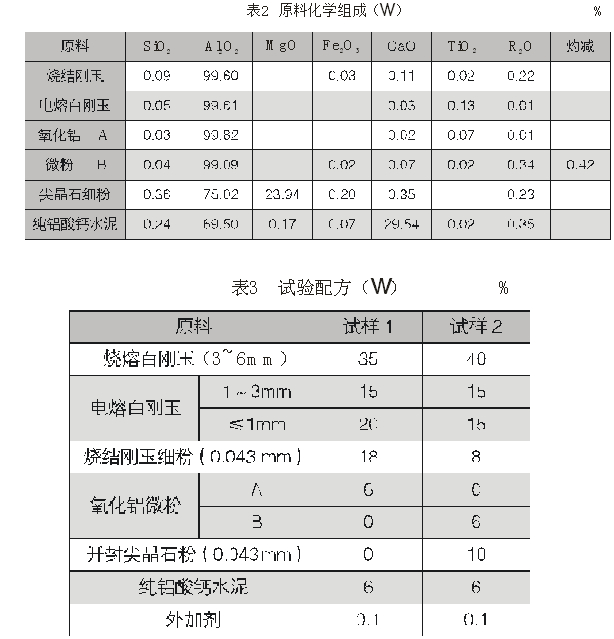
试验用主要原料的化学组成见表2,试验配比见表3。
浇注料室温搅拌9min,搅拌后振动30s,流动值为221mm,于40℃带模具养护8h,再于110℃烘干。
第一批浇注料水的加入质量分数为4.2%,变频电磁振动台振动时间6min,振动台频率35Hz,用时5min,每次加料高度100mm,加满料时振动台频率调整为20Hz,余震用时1 min;使用棒头为φ50mm的插入式振动器振动时间6min,每次加料高度为200mm,加满料后用棒头敲击模梆四周达到余震效果。
第二批浇注料水的加入质量分数为4.8%,变频电磁振动台振动时间5min,振动台频率为30Hz,用时4min,每次加料高度100mm,加满料时振动台频率调整为15Hz,余震用时1min;插入式振动器操作方式同第一批,成型时间为5min。
使用泰仕电子工业股份有限公司生产的噪音计分别检测普通无加压装置振动台、插入式振动器和变频电磁振动台日常生产使用时产生的噪音量。
3 对比试验结果与讨论
3.1 成型方式对试样性能的影响
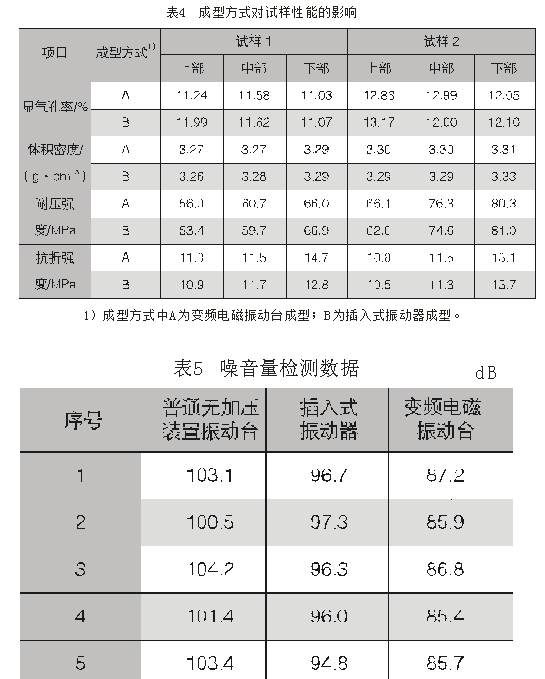
变频电磁振动台和插入式振动器对试样性能的影响见表4。对比两种成型方式:
(1)试样1的体积密度、抗折强度和耐压强度极:为接近;插入式振动器成型试样上部的显气孔率稍微高于变频电磁振动台成型试样的,而中下部的显气孔率稍低。但整体可以看出使用变频振动台成型的预制块气孔率分布比较均匀。
(2)试样2的显气孔率、抗折强度和耐压强度较为接近。使用变频电磁振动台成型的试样2上、中部的体积密度均高于插入式振动棒所成型的,且上、中、下波动范围较小,趋于平缓。
3.2 噪音检测结果
检测选用A权衡网络,具体检测数据见表5。
根据GBJ 87—1985《工业企业噪声设计规范》噪声允许标准,生产车间及作业场所(以每天连续接触噪声8 h),要求噪声限制值90dB。表4对成型时3种设备产生的噪音检测结果表明,使用变频电磁振动台成型产生的噪音量大幅度低于其他两种设备并达到标准要求。从环境保护、职业病预防以及人体健康变频电磁振动台的使用及推广都有重大意义。
4 生产效率、生产成本
一台插入式振动器单次操作只能成型一套模具,变频电磁振动台吸取普通振动台的优点可同时成型多套模具。但变频电磁振动台通过变频器调速,根据工艺过程能迅速改变电机转速,通过远控PLC或其他控制器来实现速度变化达到合适振幅。这一过程可预先设定相应所需的振动台电机转速及时间程序,也可根据需求随机变化,因此与普通振动台成型多套模具需要多人监控不同,变频电磁振动台成型过程可由一人操控完成。
如同可控的加速一样,在变频调速中,停止方式可以受控,并且有不同的停止方式可以选择,同样它能减少对机械部件和电机的冲击,从而使整个系统更加可靠,寿命也相应增加。变频调速能在零速启动并按照需要进行均匀地加速,减少电机或相连的机械部分的机械磨损和损耗,降低了设备的维护费用。
虽然在首次成本投入上,变频电磁振动台的成本要高于插入式振动器和普通振动台的,但其生产效率大于插入式振动器的,在与普通振动台相当的同时,后期设备更换维修费用及人工成本投入要比后两者低得多,从长远的角度考虑变频电磁振动台的使用更利于降低企业生产成本,带来更多利润。
5 结论
(1)使用变频电磁振动台成型的预制块无论是在体积密度、显气孔率、抗折强度、耐压强度等性能上,都已达到或超过了原有使用插入式振动器成型的产品性能。
(2)变频电磁振动台使用时产生的噪音、对操作者人体的伤害要远远低于插入式振动器和普通的振动台,很大程度上改善了员工的工作环境。
(3)操作人员在要求的加料高度下,只需在变频电磁振动台程序中设定相应的振动频率和各阶段运转用时,即可完成整个生产过程。将人为不良操作因素降到了最低,稳定了预制块的生产质量。
(4)由于变频器和电磁铁的使用提高了振动台电机、零部件、模具的使用寿命,节省了设备维护更新成本,通过远程控制降低了企业人力投入,降低了生产成本。



